Wanneer in de glaswereld over gegoten glas wordt gesproken bedoelt men niet spiegelglas, dat immers ook tot de gegoten glassoorten behoort, maar de talrijke soorten figuurglas, draadglas en figuurdraadglas. Dit zijn dus glassoorten die wel doorschijnend, doch niet doorzichtig zijn, waarbij dan minstens één van de oppervlakken niet glad is. Om het er aantrekkelijk te laten uitzien, ging men ertoe over verschillende figuren, ook wel ornamenten genoemd, in het glas te drukken. Dit gebeurde door eerst het glas te walsen uit te laten rollen op tafels die van een bepaald ornament waren voorzien (volgens het principe van de spiegelglasfabricage van Nehou).
Voor iedere soort figuurglas was er een andere tafel nodig. De fabricage was nogal duur; daarom ging men ertoe over de figurering in de wals aan te brengen. Het bezwaar van deze methode was dat de figurering over het algemeen genomen niet scherp uitviel. De grote verbetering kwam toen Chance in 1890 een walsinstallatie in gebruik nam die praktisch alle bezwaren overwon; figuurglas wordt nu nog steeds volgens deze methode gemaakt.
Fabricage van figuurglas
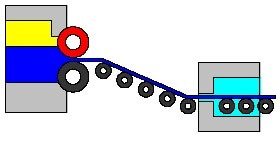
Net als de fabricage van floatglas is het vervaardigen van figuurglas een sterk gemechaniseerd en geautomatiseerd proces. Hoewel een figuurglas-oven kleiner is dan een floatglas-oven, geschiedt de verhitting op dezelfde wijze door een aantal branders aan beide zijden van de oven, die beurtelings de glasmassa verhitten tot een temperatuur van circa 1500 graden Celsius. Het gesmolten glas verlaat daarna de oven als regel via twee of meer productielijnen.
In de volgende productiefase wordt het patroon in het glas gedrukt door het glas tussen twee rollen door te voeren waarvan er één (soms beide) is voorzien van het gewenste patroon in spiegelbeeld. Voor elk patroon heeft men dus een stalen rol waarin het gewenste patroon handmatig is gegraveerd.
Bij het wisselen van patroon moet eerst de glastoevoer worden gestopt door afsluiting van de ovenuitgang. Daarna kunnen de rollen worden gewisseld en kan de ovenuitgang weer worden geopend.
Het glas wordt tussen twee walsrollen door geleid. De holle rollen worden van binnenuit intensief gekoeld met water waardoor het glas afkoelt tot circa 700 graden Celsius. De glasband wordt nu op rollers door de koeltunnel geleid waar de temperatuur geleidelijk verder wordt teruggebracht, zodat er geen spanningen in het glas kunnen ontstaan.
Na het verlaten van de koeltunnel vinden er nog enkele controles plaats en vervolgens wordt het glas geheel automatisch op standaardafmetingen gesneden en van de band afgenomen om daarna naar het magazijn te worden vervoerd voor verdere verwerking en verzending.
Het harden van figuurglas
Het harden van figuurglas is altijd een probleem geweest als gevolg van dikteverschillen in het glasoppervlak. Figuurglas wordt het meest geproduceerd in een dikte van 4 mm. Deze dikte betekende een extra probleem bij het harden.
Gezien de toegenomen veiligheidsvoorschriften en de grotere technische hardingsmogelijkheden zijn de fabrikanten van figuurglas ertoe overgegaan hun figuurglaspatronen aan te passen aan de verbeterde hardingsmogelijkheden. Het gevolg daarvan is dat nu ook figuurglas met dessins en in een dikte van 4 mm gehard kan worden. Daarnaast is nu ook figuurglas met een dikte van meer dan 4 mm verkrijgbaar.
Draadglas
Rond 1857 werden de eerste pogingen gedaan om draadglas te vervaardigen, waarbij men probeerde het draadnet tussen twee uitgewalste glasplaten te brengen volgens de zogenaamde sandwich-methode. Het duurde echter tot 1892 voor de Amerikaan Shuman een goede methode uitwerkte. Hij deed dit ongeveer tegelijk met de Fransman Appert, die in 1893 zijn methode patenteerde. Bij het Appert proc‚d‚ wordt met twee walsen het glas uitgewalst; waarbij dus voor iedere wals een hoeveelheid glas wordt gegoten. De ene wals zorgt ervoor als het ware dat het glas onder het draadnet komt en de ander wals zorgt ervoor, dat de tweede glaslaag op het draadnet wordt gewalst.
Shuman werkt met drie rollen: de eerste rol walst een laag uit van de volle dikte van het draadglas, de tweede rol drukt het draad tot op de helft in deze nog zachte glaslaag, terwijl de derde wals het oppervlak van het glas weer effent.
Bij de methode van Chance wordt ook draadglas gemaakt, waarbij het draad tussen de twee walsen in wordt gevoerd, terwijl doseerwalsen aan weerszijden het glas aanvoeren.
Huidige fabricage van draadglas
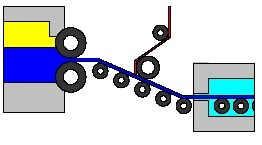
Tegenwoordig wordt draadglas volgens de continue methode gemaakt (volgens hetzelfde principe als gegoten glas). Het draad heeft een diameter van ongeveer 0,5 mm en bestaat meestal uit een legering van ijzer en nikkel. Deze samenstelling heeft namelijk dezelfde uitzettingscoëfficiënt als glas, zodat de kans op spanningen in het glas hierdoor niet aanwezig is.
Het metaalgaas wordt in rollen op de afspoelinrichting boven de walsinstallatie geplaatst. Bij de aanvang van de productie wordt het begin van de aflopende draadrol via een spanrol gevoerd naar het indrukapparaat. Dit indrukapparaat bestaat uit een dunne, van rillen voorziene en met water gekoelde wals, die zich vlak vóór de twee normale walsen bevindt. Deze dunne wals drukt het begin van het draadweefsel in het gloeiende glas; het wordt door de walsen uitgewalst en het draadweefsel wordt dan door het glas volledig omhuld. Bij de vervaardiging van figuurdraadglas heeft de onderste wals een ingegraveerd dessin. Het aantal dessins is doelbewust beperkt gehouden.
Draadglas wordt gefabriceerd in een breedtes van 1980 en 2540 mm. Het draadglas wordt geleverd met vierkante mazen van circa 12 × 12 mm.
In dit verband verdient het aanbeveling er de aandacht op te vestigen, dat de wel voorkomende mening, dat draadglas sterker zou zijn dan figuurglas van dezelfde dikte, onjuist is. Draadglas behoort, in tegenstelling tot glas zonder draad, echter wel tot de veiligheidsglassoorten omdat bij breuk de stukken door het draadnet bijeen worden gehouden.
Het komt nog wel voor, dat in een bestek draadglas met draadvrije randen wordt voorgeschreven. Het zal duidelijk zijn, dat – gezien het productieproces – geen enkele glashandelaar hieraan kan voldoen. Immers, draadglas wordt in een lopende strook glas gefabriceerd en het is dan ook onmogelijk draadruiten met draadvrije randen te leveren.
Bij de oude fabricagemethoden, waarbij met lagere temperaturen werd gewerkt, bestond de mogelijkheid, dat er door capillaire werking soms vocht tussen het draad en het glas kwam. Dit was mogelijk omdat de hechting tussen draad en glas niet zo goed was.
Bij de hedendaagse fabricagemethode is het vrijwel uitgesloten, dat er vocht tussen het glas en het draad komt. De fabricage-temperatuur is zo hoog, dat de ommanteling van het draadnet door het glas zeer intens is. De kans, dat het draadnet door de atmosfeer wordt aangetast, is dan ook zeer klein; ten opzichte van het breukrisico is die te verwaarlozen. Daarom is het schilderen van de zijkanten van draadglas tegenwoordig niet nodig.
Een bijzonderheid is nog de fabricage van spiegeldraadglas in Groot-Brittannië(Appert), die op een andere wijze plaats vindt dan in de rest van Europa. Bij de Britse productiemethode zit het draadnet meer in het midden van het glas waardoor dit draadglas meer geschikt is om te worden verwerkt tot gepolijst draadglas.
Alle soorten draadglas kunnen door de aanwezigheid van het draadnet in het glas niet worden gehard.
Gepolijst draadglas (spiegeldraadglas)
Gepolijst draadglas is een doorzichtig draadglas met vierkante gepuntlaste mazen; de maaswijdte is circa 12 mm; de maximaal leverbare breedte is 1980 mm. Deze glassoort wordt gemaakt door het afslijpen en daarna polijsten van de oppervlakken van gewoon draadglas.
Het basismateriaal voor gepolijst draadglas is draadglas en daarom zullen de onregelmatigheden van het draadglas, zoals belletjes en soms het enigszins scheef lopen van het draadnet (het verloop kan soms 20 mm per strekkende meter bedragen) in gepolijst draadglas nog wat opvallender te zien zijn.
Gepolijst draadglas wordt toegepast in die gevallen, waarin uit het oogpunt van brandveiligheid een brandvertragend materiaal is voorgeschreven, terwijl toch een vrijwel onbelemmerd doorzicht nodig is.
Opalineglas
Dit is een gegoten glassoort, bestaande uit blank glas als ondergrond met daarop een dun laagje wit glas (melkglas). Dit kan zowel op blank als op gekleurd vensterglas gebeuren. Opalineglas is een glassoort die het licht verstrooit; het is daarom heel geschikt voor gebruik bij verlichting.
Naast het opalineglas bestaat er ook een glassoort waarbij op een ondergrond van melkglas gekleurde lagen worden aangebracht, bijvoorbeeld rood op melk of blauw op melk. Deze bijzondere ‘opgelegde’ glassoorten worden in de bouwwereld echter weinig toegepast.
Antiekglas
Antiekglas is verkrijgbaar in twee typen: echt antiekglas en nieuw antiekglas. Echt antiekglas -een geblazen glassoort- wordt vooral gebruikt bij de fabricage van glas-in-lood-ramen en tevens voor andere glasveredelingstechnieken, zoals de glasappliqu‚-techniek (versiering door verschillende soorten op elkaar te plakken volgens bepaalde ontwerpen). Vooral bij restauraties van oude gebouwen wordt deze glassoort in de bouw toegepast.
Terwijl men bij de fabricage van bijna alle soorten glas ervan uitgaat, dat het glas zo mooi mogelijk moet zijn, zonder bellen en onregelmatigheden, is men bij de fabricage van antiekglas van oordeel, dat het glas veel bellen, strepen en onregelmatigheden moet bevatten, omdat men het de structuur van het ‘oude’ geblazen glas wil geven. Door het glasmengsel zo weinig mogelijk te louteren (zuiveren) wordt dit resultaat verkregen, terwijl bovendien gedurende het blazen door verschillende technieken het effect nog wordt versterkt.
Antiekglas kan in een groot aantal fraaie kleuren worden geleverd van heel licht tot zeer donker. De dikte van antiekglas is zeer ongelijk en ook daardoor kan de kleur per glasblad sterk verlopen.
De maximale afmetingen zijn beperkt: circa 840 x 630 mm. De fabricagemethode van deze glassoort, die een grote mate van specialistische bekwaamheid vergt, en de beperkte productieserie in dezelfde kleur, vormen de verklaring voor de hoge prijs van antiekglas.
Nieuw antiekglas
Bij het trekken van nieuw antiekglas is de trekmachine voorzien van een speciaal gevormde extra rol, die het verlangde effect op het glasoppervlak veroorzaakt. Nieuw antiekglas wordt in een beperkt aantal lichte kleuren geleverd, met verschillende schakeringen. De dikte is wat gelijkmatiger dan die van echt antiekglas en de afmetingen zijn ook wat groter.
Ontspiegeld glas
Een van de kenmerken van glas is, dat opvallend licht wordt gereflecteerd. Onder een bepaalde hoek kan deze reflectie zodanig toenemen, dat de mogelijkheid om door het glas te kijken wordt overheerst door het weerspiegelde beeld. Dit effect wordt nog versterkt, wanneer de achtergrond donker van kleur is. Bij ingelijst glas (foto’s, reproducties en dergelijke) kan dit verschijnsel hinderlijke vormen aannemen.
Om de schittering weg te nemen wordt het glasoppervlak speciaal behandeld. De reflectie wordt dan verzwakt door een enigszins lichtverstrooiend effect in het glasoppervlak aan te brengen.
Bij toepassing van deze glassoort dient de afbeelding zich direct tegen de niet ontspiegelde kant van het glas te bevinden. De meest gebruikte dikten zijn 1,5 en 2 mm. De maximaal leverbare afmetingen bedragen 1600 en 1800 x 2800 mm.
Voor toepassing in de bouw bestaat ook een type ontspiegeld glas; floatglas met een zeer speciale coating. Te denken valt aan toepassing bij exclusieve etalages.

Glazen bouwprofielen
Dit glastype moet in een architectonisch concept worden ingepast. Glazen bouwprofielen kunnen worden toegepast in binnen- of buitenwanden of in daken. De gebruikte lengtematen van deze beglazing wordt bepaald door de hoogte van de wind- en sneeuwbelasting. Door de aaneenschakeling van losse profielen is er in de breedte in feite geen beperking, tenzij die om bouwkundige reden is opgelegd.
De U-profielen zijn doorschijnend en hebben een goede lichtdoorlatendheid; in dubbelwandige uitvoering zijn goede thermische en akoestische eigenschappen mogelijk.
Het plaatsen geschiedt met behulp van elastische kitten, terwijl ook kunststof profielen kunnen worden toegepast. Er zijn verscheidene lichtmetalen systemen ontwikkeld om deuren, ramen, ventilatiesystemen en dergelijke in de glazen wand te kunnen opnemen.
Er is ook een warmtereflecterende en een zonwerende kwaliteit in de handel; het U-profiel is dan aan ‚‚n zijde voorzien van een metaallaagje. Uitvoering met draad in de lengterichting is mogelijk.
Glazen bouwprofielen worden vooral toegepast in industriehallen, loodsen, magazijnen, trappenhuizen, sporthallen, zwembaden en dergelijke.
Glazen bouwstenen
Glazen bouwstenen bestaan al sinds 1903. De toepassingsmogelijkheden waren toen echter nog klein. Met de introductie van gewapend beton werd dit echter anders: ook grotere oppervlakken van glazen bouwstenen werden mogelijk. Tegenwoordig zijn zelfs zeer grote wanden mogelijk.

Glazen bouwstenen worden in veel dessins geleverd. Het meest bekend zijn de holle bouwstenen. Deze worden gemaakt door eerst de twee helften van de bouwsteen te persen en die met branders aan elkaar te smelten. Zo ontstaat na afkoeling een holle steen met een spouw, waarin voor ongeveer 70% een vacuüm heerst, praktisch zonder vocht. Condensvorming in deze spouw is dus nagenoeg onmogelijk.
De plaatsing van glazen bouwstenen kan op drie manieren gebeuren:
steen voor steen handmatig vermetselen;
- opgenomen in geprefabriceerde betonelementen;
- gekit met kitvoeg van 3 mm;
- steen voor steen plaatsen met behulp van houten profiellatten.
De laatste methode kan alleen worden gebruikt voor zeer kleine wandjes en alleen voor binnenwerk.
Een zeer gebruikelijke verwerkingstechniek is het met de hand steen voor steen opmetselen. Hiertoe wordt een aardvochtige mortel gebruikt, bestaande uit ‚‚n deel cement en drie delen zand, zonder verdere toevoegingen zoals kalk, versnellers en dergelijke. Belangrijk is, dat de mortel aardvochtig is en dat er dus niet teveel water wordt gebruikt. Door middel van een vooraf aangebracht lattenstelsel kunnen de voegen overal even breed worden gehouden. Afhankelijk van de windbelasting en de afmetingen van de wand dient op de juiste plaats wapeningsstaal (0 5 of 0 6 mm) te worden aangebracht. Tegenwoordig wordt ook gebruik gemaakt van een systeem met plastic strips.
Een glazen bouwsteenwand mag echter nooit als dragende muur worden toegepast of met ankers of betonstaal aan het omringende opgaande werk worden verbonden. De wanden dienen vrij te kunnen bewegen en ze moeten daarom als een ‘vulmateriaal’ te worden gezien.
Wanden van glazen bouwstenen hebben veel voordelen:
- decoratief;
- lichtdoorlatend;
- warmte-isolerend;
- geluidsisolerend;
- brandvertragend;
- veiligheid in verband met doorvallen;
- beveiliging met betrekking tot inbraak;
Ook kunnen tegenwoordig in dergelijke wanden ventilatiesystemen, brievenbussen en dergelijke worden opgenomen.
Spiegelfabricage
De eenvoudigste spiegel die wij kennen en die zeer zeker in de verre oudheid bekend was, maar ook nu nog (bij het kamperen bijvoorbeeld) wordt gebruikt is een glad wateroppervlak. De Egyptenaren en de Romeinen gebruikten spiegels van metaal, gepolijste ronde schijven met een steel. Dat in h‚‚l oude tijden reeds koperen spiegels werden gebruikt, blijkt uit de Bijbel (Exodus 38:8).
Glasachtige spiegels werden ook al toegepast, zij het dan dat deze ‘glazen’ spiegels er heel anders uitzagen dan onze moderne spiegels. Men gebruikte daarvoor obsidiaan. Obsidiaan is een verzamelnaam voor glasachtige producten die ontstaan bij uitbarstingen van vulkanen. Bij sterke verhitting van obsidiaan ontwijken de gassen uit het materiaal en ontstaat er puimsteen. Puimsteen is dus eigenlijk niets anders is dan het schuim van vulkanisch glas. Donkere stukken ondoorzichtig obsidiaan met een zo glad mogelijk oppervlak werden in de muren vastgezet om te dienen als spiegel. In latere tijden schijnen de Romeinen spiegels uit glas vervaardigd te hebben door er metaallagen op aan te brengen. Dit blijkt uit opgravingen in Duitsland, waar onder andere een glazen spiegel is gevonden van 7 x 4 cm voorzien van een laagje bladgoud en afgedekt met een rode laklaag. Ook zijn er in de Romeinse graven uit de tweede en derde eeuw met lood bedekte glasstukken gevonden.
In de Middeleeuwen, vanaf de veertiende eeuw, werden spiegels gemaakt uit glazen bollen. De glasblazer blies een glazen bol en terwijl de bol nog gloeiend was, liet hij door de glasblazerspijp een mengsel van metalen zoals lood, antimoon en tin lopen. Daarna liet hij de bollen afkoelen en werden ze in stukken gesneden. Hierbij ontstonden dus klein gebogen (zogenaamde convexe) spiegeltjes. Dit vond men geen bezwaar; men wist eigenlijk niet beter, want de metalen spiegels die men al gebruikte, waren meestal ook verre van vlak.
Uit deze manier van werken met vloeibare metalen heeft zich aan het eind van de middeleeuwen de kwikzilverspiegel ontwikkeld (de zogenaamde tin-amalgaam-spiegel). Wanneer dergelijke spiegels zijn ontstaan is niet precies bekend. Uit de dertiende en veertiende eeuw bestaat er wel literatuur, waarin dergelijke spiegels worden genoemd. De oorsprong is echter niet bekend; maar het gebruik van deze spiegels werd algemeen in de zestiende eeuw.
In 1507 vroegen de gebroeders Danzola del Gallo uit Murano bij Veneti‰ aan de zogenaamde Raad van Tien: “…het privilege voor 25 jaar voor de fabricage van goede en volmaakte spiegels van kristalglas, voor de gehele wereld onbekend, behalve voor een glasfabriek in Duitsland, die verbonden met een Vlaamse fabriek, het monopolie-bezit van deze fabricage…”. Uit deze laatste toevoeging blijkt, dat in Duitsland en in Vlaanderen, deze methode reeds werd toegepast. In ieder geval was de methode vele jaren een geheim en de spiegels waren dan ook zeer duur.

In 1683 liet de Franse minister Colbert een Venetiaanse spiegel na van 115 x 65 cm, gemonteerd in een zilveren lijst. De spiegel werd voor bijna driemaal zoveel verkocht als een schilderij van Rubens, dat ook tot de nalatenschap behoorde!
De kwikzilverspiegels speelden vierhonderd jaar lang een hoofdrol in de spiegelindustrie. De reflecterende laag bestond uit circa 75 delen tin en circa 25 delen kwik, zodat men eigenlijk beter kon spreken van ’tinspiegels’ dan van ‘kwikspiegels’. Chemisch gezien was het echter geen van beide, maar werd er een verbinding tussen tin en kwik gevormd: het zogenaamde tin-amalgaam. Daarom moet er eigenlijk gesproken worden van een tin-amalgaamspiegel.
De fabricagemethode zelf was verschrikkelijk omslachtig en tijdrovend; men zou ongeveer als volgt te werk zijn gegaan. Op een goed vlakke steen (waar omheen een goot was aangebracht) werd een blad tin gelegd, rondom wat groter dan de te bewerken spiegel. Rond het blad tin werden met latten gelegd en met gewichten verzwaard. Daarna werd er wat kwik op het tin gegoten en dit kwik werd met een doek wat ingewreven in het tin, zodat er alvast enige verbinding tot stand kwam (in de middeleeuwen moest dit met een hazenpoot gebeuren!). Daarna werd een 3 tot 6 mm dikke kwiklaag opgegoten. Het drijvende vuil werd eraf gestreken met de scherpe kant van een lat en daarna liet men het schoongemaakte glas voorzichtig op het kwik glijden, zodat de glasplaat uiteindelijk op het kwik dreef. Dan werd het glas bedekt met een wollen deken en flink met gewichten belast. De latten rondom het glas werden weggenomen en het overtollige kwik kon via de gootjes weglopen. Vervolgens werd de steen met glasplaat iets schuin gezet, zodat er verder kwik kon afvloeien en men liet de glasplaat zo enkele dagen liggen. Daarna werd de glasplaat, nog steeds hellend, op een druiprek geplaatst, eerst op een hoek en daarna op een van de zijden en zo bleef hij gedurende circa drie weken staan.
Volgens de beschrijving was het afnemen van de glasplaat van de tafel het kritieke moment, want kwam er op dat moment een donderslag (in de oude literatuur werden zelfs kanonschoten genoemd), dan liep het kwik plotseling weg en kon men opnieuw beginnen.
Het productieproces voor het maken van spiegels was dus een ingewikkeld gebeuren; er kwam nog wel wat kijken voor er een spiegel gemaakt was. Bovendien zijn kwikdampen erg giftig en was de bewerking dus erg ongezond. Vandaar dan ook, dat dergelijke spiegels tegenwoordig niet meer gemaakt worden. In een oud boek wordt dan ook gezegd: “Een spiegel is gevaarlijk, zegt men, voor haar, die zich erin bekijkt, maar dat is ongelukkig genoeg nog meer waar voor hem, die hem maakt en de verzilvering zal dan ook de lof verdienen van de industrie en van de mensheid.”
De kwikspiegels waren overigens goed bestand tegen allerlei invloeden. Ook oude spiegels van dit type zien er nog dikwijls heel behoorlijk uit. Soms een soort kristallisatie van het tin-amalgaam te zien, vooral aan de onderkant van de spiegel (de kant waarop de spiegel gestaan heeft en waarlangs het kwik was weggevloeid).
In de vorige eeuw vonden er geweldige ontwikkelingen van de scheikunde plaats en ook de spiegelindustrie ondervond hiervan de gevolgen. Verschillende landen betwisten elkaar de eer, de uitvinder van de zilverspiegel te hebben voortgebracht: in de meeste Duitse boeken leest u de naam Liebig, in de Engelse Drayton, de Franse literatuur houdt het maar op de Fransman Petit-Jean en in Italië spreekt men over Choron. De meeste kans maakt de Duitser Liebig echter wel, want reeds in 1835 vestigde hij er de aandacht op in één van zijn publicaties, dat: “…wanneer men aldehyde met een zilvernitraatoplossing vermengt en vervolgens verwarmt, er een reductie tot stand komt, waardoor zilver zich op de wand van het vat afzet en een schitterende spiegel vormt.”
Op dit principe zijn eigenlijk de meeste onderzoekers verder gegaan en in de loop van de jaren zijn er een erg veel procédé’s ontwikkeld en ook gepatenteerd.
Hedendaagse spiegelfabricage
De fabricage van spiegels vindt nu plaats op een lopende-band-systeem van ongeveer 450 m lengte.
In trefwoorden is de fabricage als volgt aan te geven.
Normale fabricage:
- beladen van een productieband met een hoogwaardige selectie van blank of getint floatglas
- reinigen van het glas met ceriumoxide, krijt en water; drogen
- verzilvering met zilvernitraat
- koperlaag aanbrengen (kopersulfaat) als afscherming van de zilverlaag
- schoonspoelen, drogen en doorharding
- aanbrengen eerste grondlaklaag
- drogen
- aanbrengen tweede dekkende laklaag (laklagen als chemische en fysische bescherming)
- drogen
- afkoelen en reinigen
Nieuwe (milieuvriendelijke) productie:
- beladen
- reinigen en drogen
- zogenaamde activeringsbehandeling van het glas
- verzilveren
- zogenaamde passiveringsbehandeling na het verzilveren
- hechtingsbehandeling
- eerste verflaag – drogen – tweede verflaag – drogen
- afkoelen en reinigen
Zoals de omschrijving aangeeft, wordt hierbij geen gebruik gemaakt van het milieu-onvriendelijke kopersulfaat en door gebruikmaking van loodvrije verfstoffen en een sterke vermindering van het gebruik van ammoniazouten.
Het resultaat is een ‘milieuvriendelijke spiegel’. Op deze manier worden wereldwijd per jaar zo’n 125 miljoen m2 spiegels gemaakt.
